Is Oil Analysis a Waste of Time?
Great article in Machinery Lubrication....
How confident are you in your oil analysis data? Are you using it to make critical decisions about machine maintenance, production or shutdown schedules and machine rebuilds? How can you be sure you are getting the best information to make these decisions?
As I travel around the world helping companies design, implement and improve their oil analysis programs, I can’t help but question the validity of their past results. There are several fundamentals that must be performed correctly to get the maximum value from an oil analysis program. These concepts are fairly simple once you consider the effects each one could potentially have on the overall program.
Selecting Machines
At what point do you deem an asset important enough to the company’s mission to warrant spending extra time, money and energy to ensure the reliability of that asset? When I am designing an oil analysis program, I use two main criteria for determining which machines require sampling: sump size and criticality. These two factors are somewhat related.

Imagine a machine that is not critical to the plant’s process yet holds several thousand gallons of fluid. You would want to conduct testing on this oil to ensure you are getting the most useful life from it and not throwing it away prematurely based on a calendar change-out (condition-based vs. interval-based change).
Likewise, if a machine is critical but holds very little oil, you would also sample the oil even if it meant taking a large percentage of the oil from the housing and having to top-up. This sample is not to test the oil quality, age or properties but to obtain information about the machine’s health.
Sampling Frequency
Sampling frequency is influenced by several variables, including the economic penalty of failure, fluid environment severity, machine age, oil age and target tightness.
Economic Penalty of Failure
The higher the penalty of failure, the more often a sample should be taken. The penalty of failure must take into account the cost of downtime, the cost of repair or rebuild, the overall interruption to business and the impact on product quality or output.
Fluid Environment Severity
Fluid environment severity includes more than just the opportunity for particulate, process chemical and moisture contamination but also takes into account the demands placed on the lubricant by the machine. This includes the pressure, speed and load as well as the duty cycle. The greater the risk of lubricant damage, the more frequent the sampling.
Machine Age
The likelihood of machine failure can be tied to machine age. A machine has the likeliest possibility of failure when it is brand new (infant mortality) and when it has exceeded its maximum useful life. Sampling frequencies must be modified according to the classic “bathtub” curve used to explain this probability of equipment failure. For this reason, sampling frequencies must be increased during these periods of higher failure probability, especially when analysis results indicate impending machine mortality.
| 68% | of lubrication professionals are confident in their oil analysis data, based on a recent poll at MachineryLubrication.com |
Oil Age
The age rule applies to lubricants as well. Aside from the obvious new oil sample for baseline purposes, the lubricant needs a frequent recheck in the first 10 percent of its expected life. This is particularly true when a new oil type or manufacturer is used.
Target Tightness
The final consideration is the tightness of any goal-based limits. For example, if the ISO code 15/13/10 is set as the fluid cleanliness target and the average fluid cleanliness is normally around 14/12/9, then this would be considered tight. However, if it typically trends at 11/9/6, then this would be considered loose. Tight targets require more frequent sampling because the possibility of exceeding the target will occur more readily than with relatively loose targets.
Sampling Locations
A sample taken from an incorrect location can kill the accuracy of your oil analysis program. Understanding the differences between primary and secondary sampling ports can help you choose the proper sample location.
Primary Sampling Ports
The primary sampling port is where routine oil samples are taken. Oil from this sample location is generally used for monitoring contamination, wear debris and the oil’s chemical and physical properties. Primary sampling locations vary from system to system but are typically located on a single return line prior to entering the sump or reservoir.
Secondary Sampling Ports
Secondary sampling ports can be placed anywhere on the system to isolate upstream components. This is where contamination and wear debris from individual components will be found.
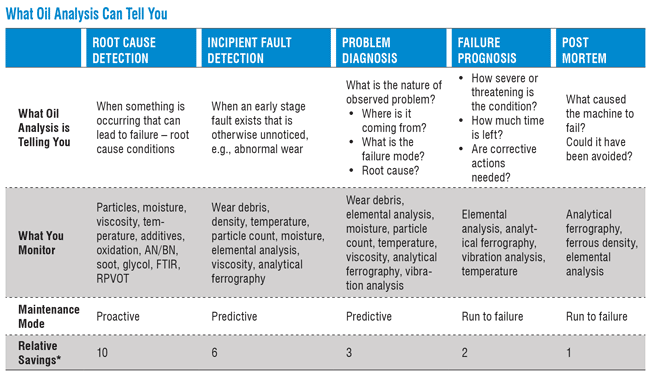
*10 = High, 1 = Low
Sampling Procedures
Developing and deploying effective sampling procedures may be the most important factor in achieving oil analysis success. Sampling procedures ensure data consistency and instill confidence in the decisions made with oil analysis information. The following steps are considered best practice when creating procedures:
- Make the development of sampling procedures a team effort. All the individuals on the team have meaningful experience and viewpoints that should be incorporated in the procedure.
- Get necessary help from an expert. Instead of reinventing the wheel, employ someone with the necessary expertise to support your effort. Be careful not to simply “farm out” this important activity. Outside support should provide guidance to the team, not replace it. Ownership is too important to not maintain internal involvement in the process.
- Automate the process if possible. Internal “intranet” information systems are great places to store procedures so they will be available to anyone at the plant who needs them and is authorized to access them.
- Routinely update procedures. New and better sampling methods are created every day. Be sure your procedures are evolving to incorporate these improvements. It might be wise to employ an outside expert to help keep you up to date and make necessary revisions. Your objectives also change over time. The impact of these changes on your oil analysis program should be captured in the sampling procedure.
Lab Selection
Partnering with an external oil analysis lab is a strategic decision. In far too many cases, price is the overall decider. Other aspects of the oil analysis service should be considered, including available tests, interpretation skills and turnaround times. Visit a few labs before making a decision because it is hard to tell a good lab from a poor one by just looking at an output report.
Test Slates
Most used oil analysis labs offer a list of tests from which users are expected to choose a test slate that will be appropriate for their equipment. If the correct tests are not selected, vital early warning signals and opportunities for maintenance cost savings can be missed. Recommended test packages for different equipment should include both routine and exception testing for a two-dimensional approach to oil analysis.
Alarms and Limits
The primary purpose for alarms and limits is to filter data so technicians spend their time managing and correcting exceptional situations instead of pouring over the data trying to find the exceptions. The alarm serves as a filter to tell the analyst that a threshold has been passed and that action is required. Some data parameters have only upper limits such as particle counts or wear debris levels. A few data parameters employ lower limits like base number, additive elements, flash point and oxidation stability. Other data parameters like viscosity use both upper and lower limits. These generally relate to important chemical and physical properties of the lubricant where stability of these properties is desired.
Data Analysis
To get great results from your oil analysis program, there must be a process in place for analyzing the data. Of course, it is done at the lab, but how much does that analyst really know about your machine? When you combine a good program with an individual who knows the machines as well as how to read and interpret a report, your program has the ability to become great.
Remember, if oil analysis is not done correctly, it becomes a waste of time, money and energy. Everything must be done to the highest standard for the true value to be revealed. Take the next step.
