Understanding MPC Results
According to ASTM test method D7843, Membrane Patch Colorimetry (MPC) is intended to serve as a “guide to end-users on the formation of lubricant-generated, insoluble deposits”. The issue, however, is that the results do not seem straightforward.
Fundamentally, MPC is measure of the insolubles found dissolved or suspended in the fluid, and that means that the results cannot, with any certainty, reflect the amount of insolubles that are not in the fluid, i.e. deposited varnish. Think of the parable of the broken gear tooth: an end-user drains a gearbox and performs an inspection only to find one gear tooth cleanly broken off and resting at the bottom of the sump. When the end-user asks the lab why the oil analysis did not detect the break, the lab answers, “Because the tooth was not in the bottle!”
In its infancy, MPC was commonly referred to as the Varnish Potential test, since a high MPC result suggested a strong potential for varnish. However, a high result can merely indicate that the fluid contains elevated levels of insolubles, but not really confirm they are depositing. The likelihood the insolubles will deposit is higher when the trend of MPC increases, and the indication they likely have deposited is when the trend of MPC plateaus, or suddenly decreases without a corrective action taken.
Today, it is understood that even systems exhibiting low MPC results may find heavy deposits during physical inspection, therefore the test should not be referred to as Varnish Potential. This scenario tends to occur when there is a very high and localized thermal stress, such as a hot bearing, where the varnish may form and deposit entirely within the bearing assembly, and therefore not appear in the fluid analysis. If the rate of deposition is relatively equal to the rate of formation, MPC results will remain stable at any level, even when MPC is <10.
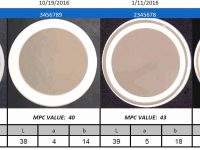
To this end, MPC is best interpreted through trending, with the expectation that the value increases slowly over time, and normally only decreases through top-ups or employment of varnish mitigation technologies. As part of the MPC, the L, a, b color values are also documented and they provide additional information on the particular varnish degradation mode and the effectiveness of filtration targeting specific varnish modes.
The L value is a black to white scale. The higher the L-value, the higher the concentration of black particles in the oil. Black color can be due to soot particles, which may be due to micro-dieseling, electrostatic spark discharge, or hot spots. The a-value is a red to green scale. The higher the a-value, the greater the danger of sludge-building corrosive particles or diminished extreme pressure (EP) additives. Lastly, the b-value is a yellow to blue scale. The higher the b-value, the more susceptible the oil is to sticky deposits.